długotrwała odporność na korozję i czynniki zewnętrzne.
Pełna ochrona
antykorozyjna

Oferujemy cynkowanie ogniowe dla wielkogabarytowych elementów stalowych. Nasza duża wanna cynkownicza pozwala na skuteczną ochronę antykorozyjną konstrukcji o znacznych rozmiarach, zapewniając trwałość i odporność na warunki atmosferyczne.

Pełna ochrona
antykorozyjna
długotrwała odporność na korozję i czynniki zewnętrzne.
Możliwość cynkowania
dużych elementów
proces dostosowany
do wielkogabarytowych konstrukcji.

Nowoczesna
technologia
gwarancja precyzyjnego pokrycia powłoką cynkową.

Indywidualne
ustalenia
możliwość konsultacji
w przypadku elementów przekraczających standardowe wymiary.


01
Przygotowanie powierzchni
oczyszczenie detali,
usunięcie zanieczyszczeń
02
Kąpiel
w kwasie
trawienie w celu usunięcia rdzy i zgorzeliny
03
Topnikowanie
zabezpieczenie przed utlenianiem
04
Cynkowanie ogniowe
zanurzenie elementu w ciekłym cynku
05
Chłodzenie
i kontrola jakości
sprawdzenie grubości powłoki i zabezpieczenie detalu
Sprawdź jak należy prawidłowo przygotować elementy do cynkowania. Dowiedz się, na czym polega ten proces.
Strumieniowo-ścierna obróbka czyszcząca (śrutowanie) – Jest to operacja podczas której na powierzchnie przedmiotu skierowany zostaje z dużą prędkością materiał ścierny (najczęściej przygotowane ze staliwa, żeliwa utwardzonego lub w postaci ziaren stalowych). W wyniku tej operacji zostają w szybkim czasie usunięte grube warstwy zgorzeliny, rdzy, grafitu lub naskórka odlewu.
W Ocynkowni Ogniowej w Owadowie obecnie wykorzystywana jest wirnikowa obróbka ścierna (dla małych i średnich detali stalowych i żeliwnych), która jest najbardziej wydajną mechaniczną metodą oczyszczania i przygotowywania powierzchni.
Ten etap przygotowania powierzchni polega na wyeliminowaniu zanieczyszczeń
z powierzchni detalu lub konstrukcji, poprzez usunięcie z niej zabrudzeń, cieczy
i pyłów, głównie pochodzenia organicznego. Chodzi tutaj głównie o produkty oleiste oraz o smary i jego pochodne. Odbywa się to w odpowiednio przygotowanym roztworze alkalicznym lub w środkach o odczynie kwaśnym.
Ta operacja ma na celu usunięcie z powierzchni substancji niemetalicznych. Najczęściej są to tlenki (w tym przede wszystkim tlenki żelaza) w postaci rdzy lub zgorzeliny. Odbywa się to poprzez kąpiel w kwasie solnym (HCL) o odpowiednim stężeniu (najczęściej początkowe stężenie to 18%) i w odpowiedniej temperaturze (temperatura zbliżona do temperatury pokojowej). Efektem prawidłowego przeprowadzenia operacji trawienia jest uzyskanie czystej powierzchni pozbawionej warstw tlenkowych.
Głównym zadaniem tego etapu przygotowania powierzchni wyrobów stalowych
i żeliwnych do cynkowania ogniowego jest przede wszystkim poprawienie zwilżalności podłoża przez ciekły cynk, a także zabezpieczenie odtłuszczonego
i wytrawionego wyrobu przed utlenianiem powierzchni, aż do momentu zanurzenia w roztopionym cynku.
Powierzchnia powinna być pozbawiona wszelkich:
zawalcowań, zgorzelin, ostrych krawędzi, odprysków spawalniczych, pozostałości po powłoce malarskiej, pozostałości po oznaczeniach farbą lub po cechowaniu, znakowaniu, zanieczyszczeń smarami, emulsjami, innych materiałów stosowanych przy trasowaniu, wierceniu, spawaniu. wstawek z elementów ocynkowanych ogniowo lub galwanicznie.
Połączenia spawane powinny być wykonane metodą półautomatyczną w osłonie gazów ochronnych. W przypadku spawania elektrodą należy dokładnie usunąć (otłuc) otulinę spawalniczą. Jest to konieczne w celu zminimalizowania ewentualnych wad powłoki. Nie zaleca się tej metody, ponieważ spawanie elektrodą powoduje pogorszenie jakości powłoki cynkowej uzyskiwanej na spawach.
Wszystkie elementy i konstrukcje przeznaczone do cynkowania ogniowego muszą posiadać odpowiednie otwory (wycięcia) technologiczne, które umożliwią swobodny przepływ cynku zewnątrz i wewnątrz, odpowietrzenie elementu lub konstrukcji. Oprócz tych otworów konieczne jest, aby taki element lub konstrukcja posiadała dodatkowe otwory, które umożliwią jest zamocowanie (podwieszenie).
W przypadku cynkowania powierzchni spawanych na tzw. zakładkę, spoina powinna być wykonana w sposób staranny, a co najważniejsze powinna być szczelna ze wszystkich stron (spawanie na około – ciągły spaw).
Niewskazane jest mieszanie gatunków (rodzajów) stali w jednym elemencie lub konstrukcji przeznaczonej do ocynkowania. Taki element lub konstrukcja powinna składać się tylko i wyłącznie z jednego gatunku stali.
Niewskazane jest mieszanie gatunków (rodzajów) stali w jednym elemencie lub konstrukcji przeznaczonej do ocynkowania. Taki element lub konstrukcja powinna składać się tylko i wyłącznie z jednego gatunku stali. Większość dostępnych gatunków stali przedstawionych w normach PN-88/H-84020 i PN-86/H-84018 można ocynkować ogniowo, jednak jakość uzyskanej powłoki cynkowej (połysk, gładkość, grubość, przyczepność) jest różna i zależy od składu chemicznego stali,
w szczególności od zawartości w niej krzemu (Si), węgla (C) i fosforu (P).
Zawartość krzemu (Si) i węgla (C) w stali nie powinna przekraczać łącznie 0,5%,
a zawartość krzemu nie powinna zawierać się w przedziale od 0,03% do 0,12% oraz powyżej 0,3%, gdyż wówczas obserwuje się tzw. efekt Sandelina – powłoka cynkowa staje się matowo-szara i chropowata, nierównomierna, mało przyczepna i krucha.
W przypadku gdy w stali zawarty jest fosfor, należy obliczyć wartość ekwiwalentu
Esi = Si+2,5xP (gdzie Si i P oznacza procentowe zawartości krzemu i fosforu w stali). Wartość ekwiwalentu Esi musi również spełniać wymogi jak wyżej dla (Si).
Przy przedmiotach niewłaściwie skonstruowanych pod względem przygotowania do cynkowania ogniowego, może dojść do występowania lokalnych zapowietrzeń, wycieków resztek z procesu trawienia, które tworzą brązowo – rdzawe zacieki na powłoce cynkowe.
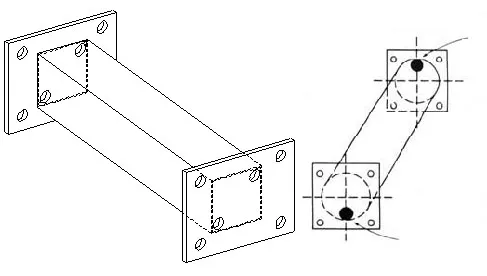
Naddatek wymiarowy dla otworów pod śruby lub sworznie powinien wynosić
ok. 2 mm.
W przypadku termicznego odkształcenia elementów w procesie cynkowania ogniowego, w wyniku wyzwolenia naprężeń wewnętrznych, ocynkownia nie ma obowiązku prostowania takich elementów (jednak dbając o jakoś świadczonych usług, wszędzie tam, gdzie jest to tylko możliwe, po konsultacji i po uzgodnieniach
z klientem, do cynkowania ww. elementów stosujemy cynkowanie w odpowiednio do tego przygotowanych przyrządach).
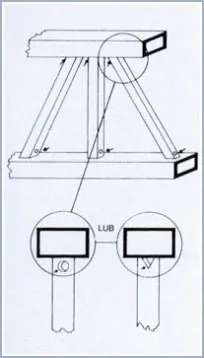
W przypadku usztywnień i połączeń spawanych profili nośnych należy unikać nakładek.
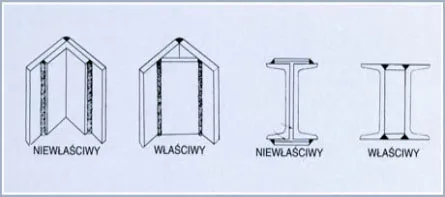
W przypadku wykorzystania usztywnień z kątowników należy zostawić odstęp od elementu głównego w celu swobodnego spłynięcia cynku.
W przypadku przyspawanych wzmocnieniach należy przewidzieć odpływ cynku.
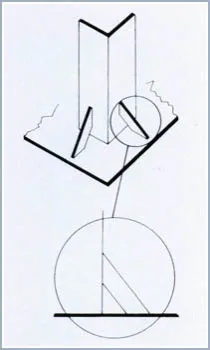
W przypadku zastosowania żeber wzmacniających należy zostawić wycięcie w narożu, w celu umożliwienia wpływu i spływu cynku.
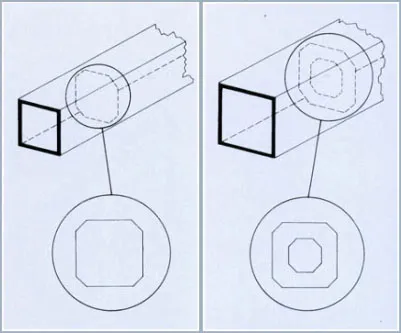
W przypadku projektowania profili zamkniętych konieczne jest zapewnienie otworów na wprowadzenie cynku i odprowadzenie powietrza.
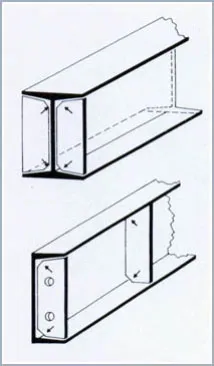
W przypadku wykorzystania wewnętrznej przesłony do usztywnienia profilu lub rury, konieczne jest zastosowanie przesłony z pościnanymi narożami, a w przypadku większych profili, konieczne jest także zapewnienie otworu po środku przesłony.
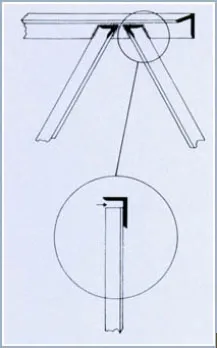
W przypadku takiego połączenia spawanego (doczołowego) zalecane jest wywiercenie otwory, w celu odprowadzenia potencjalnej wilgotności, która mogła się zgromadzić pomiędzy dwoma płaszczyznami (np. poprzez nieszczelne spawy).
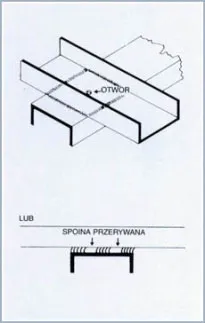
W przypadku konstrukcji rurowych lub podobnych, należy przewidzieć otwory technologiczne, tak aby zapewnić łatwe wpłynięcie cynku i łatwe odpowietrzenie konstrukcji.

W przypadku elementów przestrzennych należy poszukać innego rozwiązania, które nie będzie powodowało problemów w samym procesie cynkowania, jak również w transporcie. Oczywiście należy również pamiętać o otworach na wpłynięcie cynku i odpowietrzenie elementu.

W przypadku elementów wykonanych z zaślepionych rur lub profili, należy wykonać otwory po przeciwległych stronach.
Poniżej znajdziesz film pokazujący proces cynkowania ogniowego.
Oferujemy transport elementów
po cynkowaniu ogniowym

możliwość
przewozu
ładunków
od 24 ton